

Compounding machinery for Rigid PVC
During the first half of the nineteenth century the creation of PVC from vinyl chloride (VC) was first described. Large-scale PVC production started in 1928 in the USA and 1930 in Germany. By the time the Second World War ended, it was already the most-produced plastic. With a chlorine content of 56.7% molar mass, PVC is a welcome co-product in chlorine chemistry. Due to their low content of hydrocarbon-based components, PVC materials have a comparatively favourable energy balance and carbon dioxide footprint.
Rigid PVC (PVC-U) is produced in a compounding machinery by hot/cold mixing in the powder phase. For all subsequent processes requiring pellets, such as injection moulding, this is followed by compounding and pelletizing on a Buss Kneader. This two-stage compounding process likewise applies in the case of high filler content or specific quality demands. For simpler formulations, premixing in the powder phase may be sufficient.





Typical applications
Thanks to its good mechanical, electrical and optical properties, as well as good chemical resistance, rigid PVC is very useful for many applications. It is used in plant and machinery applications for pressure pipes, couplings and fittings, blowers and fans, air ducting, valves, pumps, or in the chemical industry for tanks and liners. In the building industry, rigid PVC is used, for example, for wastewater pipelines, roof gutters and downpipes, gas pipes, drainage pipes, window frames, facade elements, ventilation shafts, and anti-glare screens. In electrical technology, rigid PVC is used for insulating conduits, transparent distribution box covers, housings, and cable conduits. Examples of rigid PVC applications in the packaging industry include diffusion-resistant bottles for oils and other liquids.
Compounding requirements for rigid PVC
Compounding requirements can be summed up as follows: The rigid PVC dry blend powder, which also contains other materials like stabilizers, additives, fillers, reinforcements, and flame retardants, must be intensively mixed in the compounding machinery. The dispersive and distributive mixing is critical, and all in compliance with well defined temperature limits.
The Buss Co-Kneader truly shines uniform, moderate and if necessary, adjustable shear rates. Compounding and pressurizing are separated and optimized in a two-stage system. Low specific energies with the most intensive mixing processes, volumetric scale-up procedures, and maximum availability are possible thanks to wide operating windows. It is these advantages that underline the technological and market leadership gained in rigid PVC compounding technology since the beginning of mass production in the mid twentieth century.
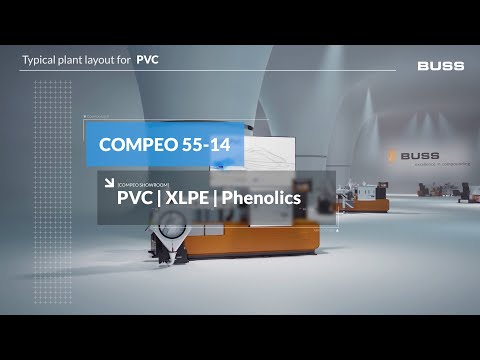
Typical plant layout for compounding rigid PVC
 compounding machinery")
BUSS compounding machinery for rigid PVC offers the following specific benefits
Learn More
Typical plant layout for compounding rigid PVC
Downloads
-
PVC Pelletizing Fact Sheet
-
COMPEO